Dimensjonsparametrene til en båndblander fungerer som de grunnleggende inputkriteriene for valg av utstyr og prosessoppsett. I ingeniørpraksis omfatter begrepet «dimensjoner» tre sammenhengende, men likevel distinkte aspekter: volumetrisk kapasitet (som bestemmer batchbehandlingskapasiteten), eksterne geometriske dimensjoner (som bestemmer installasjonens fotavtrykk og nødvendig takhøyde), og dimensjonene til interne bevegelige deler (som bestemmer blandeområdet og ensartetheten). Sammen danner disse tre aspektene en omfattende dimensjonsprofil av båndblanderen.
Ⅰ. Volumspesifikasjoner: Nominelle dimensjoner vs. faktisk kapasitet
Modellbetegnelsene for båndblandere er vanligvis basert på bruttovolumet, som refererer til det geometriske volumet av det indre rommet i det U-formede rennen i blandekammeret, målt i liter (L) eller kubikkmeter (m³). Vanlige spesifikasjoner varierer fra 50-liters laboratoriemodeller til 30 000-liters industrielle enheter.
Det er viktig å skille dette strengt fra arbeidsvolumet, som refererer til volumet som materialet opptar under faktisk drift. På grunn av kravet om ledig plass øverst som følge av blandeprinsippet til båndblandere, anbefales en anbefalt fyllingshastighet på 40 % til 70 % av bruttovolumet, med en typisk designverdi på 60 %. Dette betyr at en maskin med et bruttovolum på 3000 l har en faktisk batchbehandlingskapasitet på omtrent 1800 l materiale.
Denne begrensningen stammer fra de dimensjonale egenskapene til skruebåndstrukturen: når de indre og ytre båndene roterer, må de skyve materialet fra begge ender mot midten eller fra midten mot begge ender, samtidig som de skaper radial tumbling. Hvis fyllingshastigheten er for høy, vil materialet på toppen overskride båndenes effektive område og ikke kunne delta i den konvektive bevegelsen, noe som direkte påvirker blandingsuniformiteten.
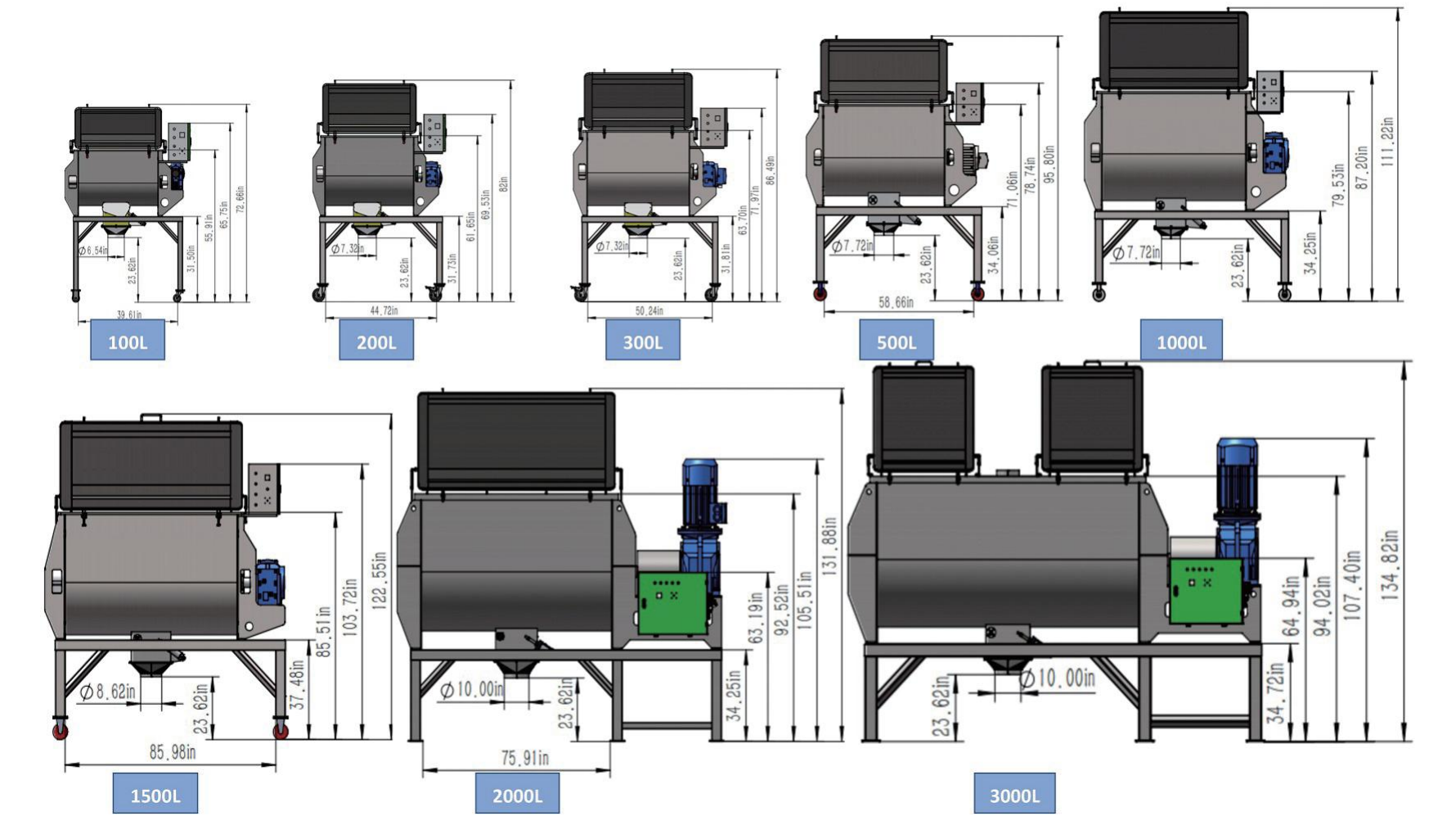
II.Utvendige mål: Lengde, bredde, høyde og plassbegrensninger
Båndmikseren har en horisontal design, og dens ytre dimensjoner bestemmes av følgende geometriske parametere:
Lengde (L): Bestemmes av lengden på blandekaret og de aksiale installasjonsmålene til endeplatene, lagerhusene og girreduksjonsgiret.
Bredde (B): Bestemmes av den ytre bredden på det U-formede rennen og de laterale fremspringene på motoren og girreduksjonen
Høyde (H): Bestemmes av avstanden fra bunnen av rennen til toppdekselet, pluss den strukturelle høyden på den nederste utløpsventilen og det øverste mateinntaket.
Tredje.Dimensjoner på interne bevegelige deler: Skruebladdiameter og stigning
Dimensjonsparametrene til selve skruebladene bestemmer direkte omfanget av blandeaksjonen:
Skruebladets ytre diameter: Bestemmer omfanget av materialets radiale velting. Jo større ytre diameter, desto tykkere materiallag beveges ved en enkelt rotasjon. Skruebladets ytre diameter er vanligvis litt mindre enn den indre bredden på det U-formede rennen, med klaringen mellom bladet og rennens kropp opprettholdt mellom 3 og 10 mm for å forhindre at materialet setter seg fast.
Stigning: Stigningen på de indre og ytre skruevingene bestemmer den aksiale avstanden materialet skyves med hver rotasjon. I typiske design er forholdet mellom stigning og skruevingdiameter 0,8–1,2. En mindre stigning genererer sterkere skjærkrefter, noe som gjør den egnet for materialer som er utsatt for agglomerering; en større stigning øker den aksiale transporthastigheten, noe som gjør den egnet for materialer med god flyteevne.
De indre og ytre skruevingene bruker vanligvis en dobbeltlags, motroterende konfigurasjon: de ytre vingene skyver materialet mot den ene enden, mens de indre vingene skyver i motsatt retning, noe som oppnår konvektiv blanding gjennom hele trommelen. Dimensjonsforskjellen mellom de to settene med vinger (den indre vingediameteren er vanligvis 0,4 til 0,6 ganger den ytre vingens diameter) gir drivkraften for radiell materialbevegelse.

Publisert: 03.06.2026